Printed Circuit Board Assembly (PCBA) is the backbone of modern electronics. It’s the process of soldering electronic components onto a printed circuit board (PCB), creating a functional electronic circuit. More than just a manufacturing step, PCBA is what brings a design to life, transforming a bare board into the “brain” of virtually every electronic device we use today. From the smartphone in your pocket to the systems controlling satellites in space, PCBA technology is ubiquitous. The global PCBA market, valued at over $70 billion, continues to grow steadily, driven by innovation across all sectors. This guide explores the top 10 applications of PCBA, showcasing its critical role in powering our world.

A Quick Look at PCBA Basics
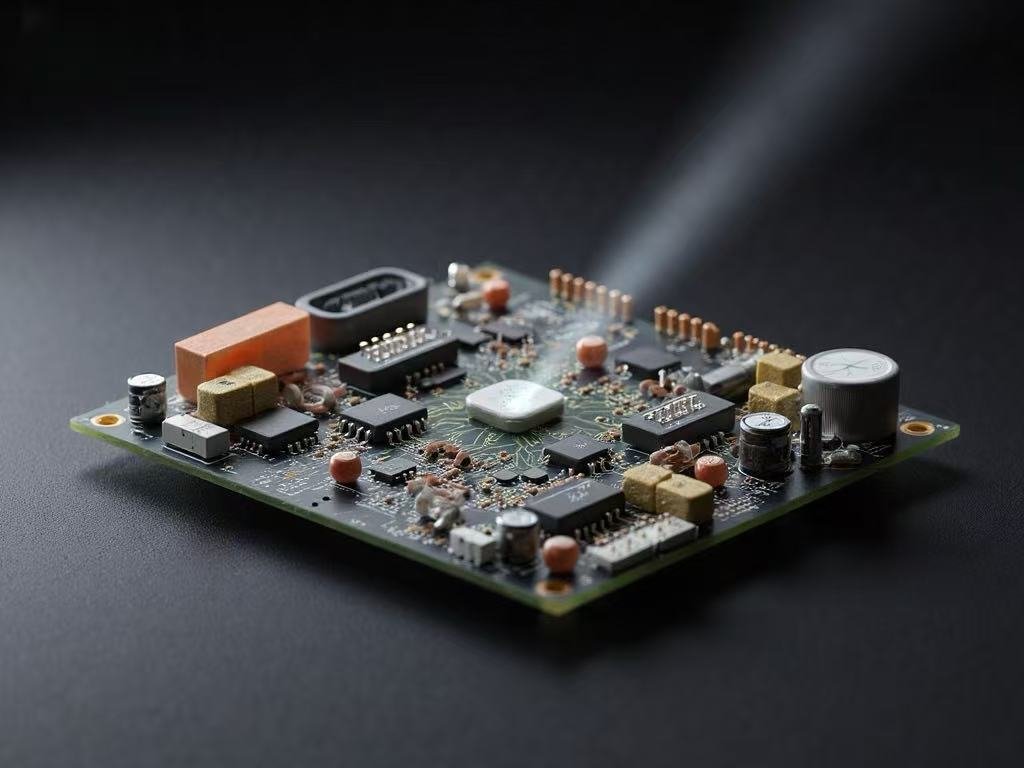
It’s essential to distinguish between a PCB and a PCBA. A PCB is the bare, non-conductive board with copper traces that provide electrical connectivity. A PCBA is the complete, functional unit after components like resistors, capacitors, integrated circuits (ICs), and connectors are assembled onto the PCB. The assembly process involves precise techniques like Surface Mount Technology (SMT) and Through-Hole Technology (THT). The reliability, performance, and longevity of the final electronic product hinge entirely on the quality of its PCBA.
The Top 10 Applications of PCBA
1. Consumer Electronics
This is the most visible application of PCBA, encompassing the devices we interact with daily.
- Examples: Smartphones, tablets, laptops, smartwatches, gaming consoles, and headphones.
- PCBA’s Role: The drive here is for extreme miniaturization, high-speed performance, and multi-functionality. High-density interconnect (HDI) PCBA allows for incredibly compact and powerful devices. Consumer electronics account for a significant portion of global PCBA demand, pushing manufacturers toward ever-smaller component sizes like 01005 and advanced packaging.
- Market Insight: The constant cycle of innovation and replacement in this sector creates relentless demand for advanced, cost-effective PCBA solutions.
2. Medical Devices
In healthcare, PCBA reliability isn’t just about performance—it can be a matter of life and death.
- Examples: Portable patient monitors, infusion pumps, digital imaging systems (MRI, CT scans), handheld diagnostic devices, and pacemakers.
- PCBA’s Role: Medical PCBAs must meet stringent standards for accuracy, consistency, and safety. They often require high-density layouts in small form factors and must comply with rigorous regulations like ISO 13485. Traceability and the use of medical-grade materials are paramount.
- Trend: The rise of telemedicine, wearable health monitors (e.g., ECG patches), and robotic surgery is driving demand for sophisticated, reliable, and often wireless PCBA designs.
3. Automotive Electronics
Modern vehicles are essentially computers on wheels, relying on a network of electronic control units (ECUs).
- Examples: Engine control units (ECUs), advanced driver-assistance systems (ADAS), infotainment systems, battery management systems (BMS) for EVs, and LED lighting controls.
- PCBA’s Role: Automotive PCBAs must withstand harsh environments—extreme temperatures, vibration, and humidity. They are built to automotive-grade standards (like AEC-Q100) for longevity and reliability. The shift toward electric vehicles (EVs) and autonomous driving has drastically increased the complexity and number of PCBAs per vehicle.
- Key Need: High-current PCBAs for power distribution and robust communication networks (like CAN bus) are critical.
4. Industrial Automation & Control Systems
These are the workhorses that keep factories and critical infrastructure running.
- Examples: Programmable Logic Controllers (PLCs), industrial robotics, motor drives, power supplies, and sensor arrays.
- PCBA’s Role: Industrial PCBAs prioritize durability, precision, and real-time processing. They are designed to operate reliably 24/7 in environments with electrical noise, dust, and temperature fluctuations. Robust connectors and conformal coating are common for protection.
- Driver: The Fourth Industrial Revolution (Industry 4.0) and the Industrial Internet of Things (IIoT) are integrating more sensors and connectivity into PCBA designs for predictive maintenance and data analytics.
5. Telecommunications Equipment
PCBA forms the core of the infrastructure that connects the world.
- Examples: 5G/4G base stations, network routers and switches, fiber optic transceivers, and satellite communication equipment.
- PCBA’s Role: This sector demands high-frequency, high-speed PCBA designs capable of handling GHz+ signals with minimal loss. Materials like Rogers laminates are often used alongside sophisticated RF (Radio Frequency) design techniques. Signal integrity and thermal management are major design challenges.
- Growth Area: The global rollout of 5G and expansion of broadband networks are fueling continuous investment in telecommunications PCBA.
6. Aerospace and Defense
This sector represents the pinnacle of reliability and performance requirements for PCBA.
- Examples: Avionics (flight controls, navigation), satellite systems, radar and sonar equipment, military communications, and UAVs (drones).
- PCBA’s Role: PCBAs must survive extreme conditions: high G-forces, radiation in space, and massive temperature swings. They are built to standards like AS9100 and often use specialized materials and processes. Redundancy, rigorous testing (HALT/HASS), and secure, traceable supply chains are non-negotiable.
- Consideration: Long product lifecycles and absolute reliability trump cost considerations in many aerospace and defense applications.
7. Renewable Energy Systems
PCBA is key to harnessing and managing green energy efficiently.
- Examples: Solar power inverters, wind turbine pitch controls, battery storage management systems (BMS), and smart grid monitoring equipment.
- PCBA’s Role: These applications often involve high-power electronics. PCBAs must handle high voltages and currents, with a strong focus on thermal management and efficiency to minimize energy loss. Reliability is critical for systems installed in remote or hard-to-service locations.
- Trend: The global push for decarbonization is accelerating innovation in power electronics PCBA, leading to more compact and efficient designs.
8. Smart Home & IoT Devices
This rapidly growing field brings intelligence to everyday objects.
- Examples: Smart speakers (Alexa, Google Home), security cameras, smart thermostats, connected sensors, and wearable fitness trackers.
- PCBA’s Role: The hallmarks are low-power consumption, integrated wireless connectivity (Wi-Fi, Bluetooth, Zigbee), and compact, cost-effective designs. Often, a single, highly integrated PCBA contains the processor, memory, sensors, and RF module.
- Market Potential: As IoT penetrates more aspects of life, the demand for small-batch, highly customized, and connected PCBAs will continue to soar.
9. Computing & Data Storage
This is the engine room of the digital economy.
- Examples: Server motherboards, solid-state drive (SSD) controllers, graphics cards, network-attached storage (NAS), and cloud computing hardware.
- PCBA’s Role: The need is for blistering speed and massive data throughput. This requires advanced PCBA with high-layer counts, impedance-controlled traces for high-speed signals (PCIe, DDR), and sophisticated cooling solutions. Component density and signal integrity are the primary design challenges.
- Driver: The expansion of data centers, AI processing, and cloud services directly drives demand for high-performance computing PCBA.
10. Lighting Systems
Lighting has evolved from simple bulbs to intelligent, networked systems.
- Examples: LED drivers, smart lighting controllers, architectural lighting, and urban street light networks.
- PCBA’s Role: The PCBA in an LED driver efficiently converts power and regulates current to the LEDs. Smart lighting involves adding microcontrollers and wireless modules to the PCBA for color control, scheduling, and integration into building management systems.
- Shift: The transition from analog to digital, connected lighting is creating new opportunities for feature-rich PCBA designs focused on energy savings and user experience.
PCBA: More Powerful Than You Might Imagine
As we’ve explored these ten distinct sectors, it becomes clear that PCBA is far more than just a simple assembly step in a factory. It is the fundamental enabler of the Fourth Industrial Revolution, the silent orchestrator of our connected world, and the critical bridge between digital innovation and physical reality. Its power lies not only in its ubiquity but in its transformative capability. A single, well-designed PCBA can turn a concept into a life-saving medical device, a vision into a vehicle that drives itself, or data into actionable intelligence for a smart city. The next generation of technological breakthroughs—whether in artificial intelligence, quantum computing, or biotechnology—will not happen without parallel advancements in PCBA technology, pushing the boundaries of miniaturization, speed, and reliability even further. From the depths of the ocean in submersible sensors to the vastness of space in satellite constellations, PCBA’s reach and impact are truly limitless, proving that this foundational technology is, without exaggeration, building the future itself.
How to Choose a PCBA Partner for Your Project
Selecting the right PCBA manufacturer is crucial. Consider these factors:
- Industry Experience: Do they have a proven track record in your specific field (e.g., medical vs. automotive)?
- Quality & Certifications: Look for relevant certifications (ISO 9001, IATF 16949, ISO 13485, UL certification).
- Technical Capability: Can they handle your design’s complexity (HDI, RF, high-power)?
- Supply Chain & Support: Do they offer component sourcing, DFM (Design for Manufacturability) feedback, and post-production support?
5 Key Questions to Ask a PCBA Supplier:
- Can you provide a DFM report for my design files?
- What is your process for verifying component authenticity?
- Describe your quality control and testing procedures (e.g., AOI, X-Ray, ICT).
- What is your typical turnaround time for prototypes and production?
- Can you share case studies from my industry?
Future Trends in PCBA Technology
The PCBA landscape is constantly evolving:
- Increased Miniaturization: System-in-Package (SiP) and chip-on-board (CoB) techniques will pack more functionality into smaller spaces.
- Advanced Materials: Greater use of flexible and rigid-flex PCBA for wearable and compact devices.
- Sustainability: Growth in lead-free, halogen-free processes, and designs focused on recyclability.
- AI & Automation: Artificial Intelligence will enhance quality control (automated optical inspection) and predictive maintenance on assembly lines.
- Additive Electronics: 3D printing of circuits could enable new form factors and rapid prototyping.
Conclusion
From enabling global communication to advancing medical care and driving the green energy transition, Printed Circuit Board Assembly is a foundational technology of the modern age. Its applications are diverse, but the common thread is the transformation of electronic concepts into reliable, functional reality. As technology continues to advance, the innovation in PCBA design and manufacturing will remain at the heart of progress across all industries.
Frequently Asked Questions (FAQ)
Q: What is the difference between PCB and PCBA?
A: A PCB (Printed Circuit Board) is the bare board with conductive pathways. A PCBA (Printed Circuit Board Assembly) is the completed board after all electronic components have been soldered onto it, making it a functional circuit assembly.
Q: How long does a typical PCBA process take?
A: The timeline varies based on complexity, order volume, and component availability. Simple prototypes can take 5-10 days, while full-scale production runs may take 2-6 weeks. Having all components in stock (consigned or from the manufacturer’s inventory) is the biggest factor in speeding up the process.
Q: What are the key quality standards for medical PCBA?
A: The most critical standard is ISO 13485, which specifies requirements for a quality management system in the design and manufacture of medical devices. Adherence to IPC-A-610 (Acceptability of Electronic Assemblies) at the Class 3 level is also typically required for high-reliability medical applications.
Q: How to ensure the reliability of PCBA in automotive applications?
A: Reliability is ensured by using automotive-grade components (AEC-Q100 qualified), following stringent process controls (often IATF 16949), implementing robust testing (thermal cycling, vibration), and applying protective conformal coatings to withstand harsh environmental conditions.
Q: What is the future of PCBA technology?
A: The future points toward greater integration (SiP), new materials (flexible substrates, better thermal interfaces), smarter manufacturing (AI-driven optimization and inspection), and a strong focus on sustainable and ethical production practices.

